
公司产品系列
Product range咨询热线:
014-77558505Articles
 2024-04-12 2024-02-22 2024-01-17
2024-04-12 2024-02-22 2024-01-17 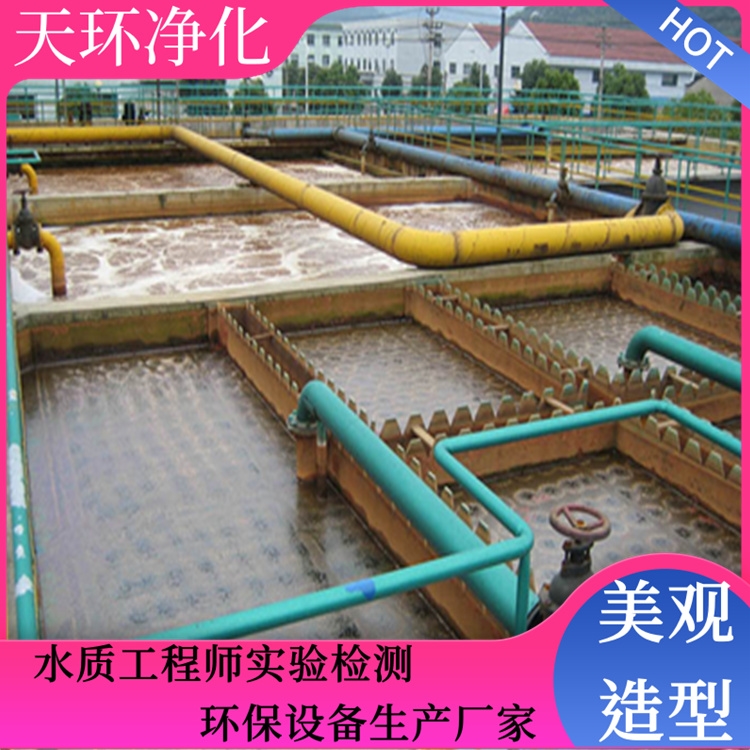



 产品型号:
产品型号: 更新时间:2024-04-22
更新时间:2024-04-22简要描述:溧阳一体化污水处理设备--隐藏功能取10mL废水样品置入100mL容量瓶中,定容摇匀;取2mL稀释后的废水,加入到COD检测仪自带的COD测试管(200~15000mg/L)中,混合均匀后于150℃消解120min,冷却后,利用COD分析仪测定COD。
溧阳一体化污水处理设备--隐藏功能
长链脂肪酸酯是一类重要的化工原料,通常以硫酸和皂角为生产原料,通过控制生产工艺条件进行生产。此类工艺费用低,应用范围广,但由此产生的深褐色油渣和废水量较大,污染性。每加工1t的皂角,会产生700~800kg的废水,废水中硫酸根含量为800-5775585~120000mg/L、COD>20000mg/L。含有长链脂肪酸酯的污水处理难度较大,极难实现达标排放。开展高浓度酯类废水处理工艺研发与设计,可为废水在较低成本下的达标排放提供指导。
目前针对此类废水的处理均采用组合工艺,包括预处理和深度处理。预处理工艺主要包括隔油、气浮等物理处理方法,深度处理工艺主要包括电解、膜分离等方法。预处理工艺主要是分离废水中的油,然后再处理废水,但是由于长链有机物的存在,废水与油分离困难。通过隔油池之后,废水中的含油量仍然较高,且废水中硫酸根含量很高,pH值较低,从而导致废水可生化性较低,极大限制了生物法的应用,只能选择处理成本较高的电解处理工艺或膜分离工艺。目前,采用电解工艺对预处理后的废水进行处理,多存在电极板表面结焦、耗电量大等问题,而采用膜分离法,则对膜的抗污染性要求较高,同时膜的清洗频率也会提高,影响膜系统的使用寿命。综上所述,基于目前高浓度酯类废水的水质特点,废水的处理过程受到多方面的限制,废水处理的工艺运行稳定性较差,成本也较高。针对高浓度酯类废水的处理过程,应以提高废水可生化性、实现废水的生物处理为最终目标。因此,应加强废水中油类物质和硫酸根的分离效果,尽量降低废水中的油含量和硫酸根含量;还可采用化学氧化的方式,将废水中的大分子物质氧化为分子量较小的物质,提高废水的可生化性。
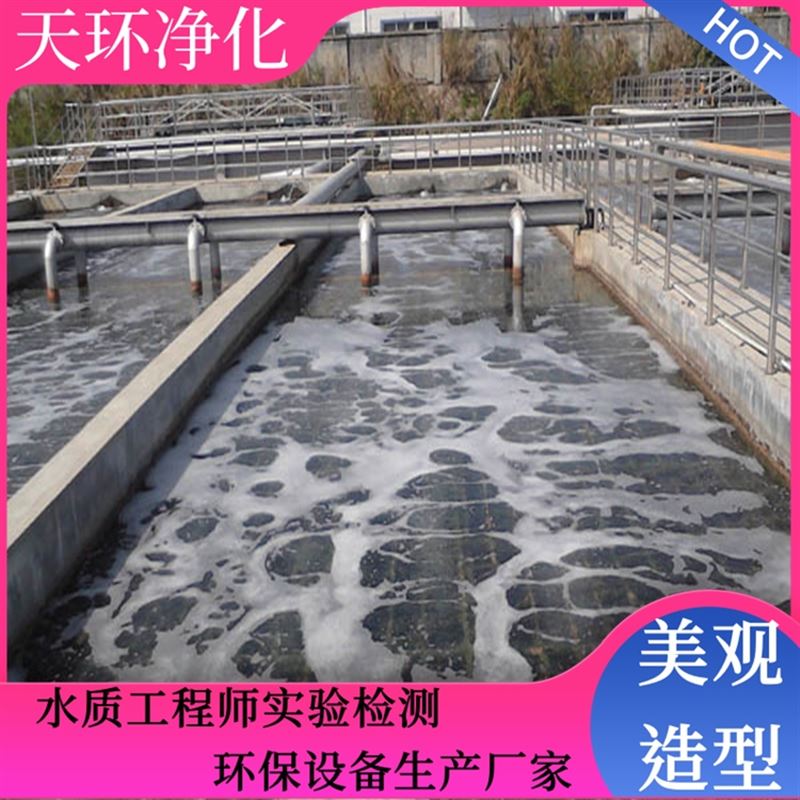
文章以山东德州某制造辛二酯的化工厂所产生的废水为研究对象,废水每天产生量为200t,废水出水为深褐色,上层为油层,静置后油层为黑色,水层为红棕色,油层和水层体积比为1∶15,COD为87000mg/L,悬浮物含量>10000mg/L,pH值<3.5,硫酸根含量为28000mg/L。采用化学药剂除油—化学氧化—生物处理的工艺路线,对废水进行处理,最终确定氧化钙沉降—过氧化氢氧化—活性污泥处理的工艺路线,探索了预处理、氧化处理等工艺的最佳效果,阐明了废水在经过预处理后的可生化性和工艺的稳定性。
1、试验材料与理化指标
1.2 污水理化指标
取10mL废水样品置入100mL容量瓶中,定容摇匀;取2mL稀释后的废水,加入到COD检测仪自带的COD测试管(200~15000mg/L)中,混合均匀后于150℃消解120min,冷却后,利用COD分析仪测定COD。
悬浮物测试方法按照称重法进行检测,将滤膜浸湿后,放在烘箱内80℃烘干至恒重,将一定体积的废水通过0.45μm的滤膜,称取截留在滤膜上的固体质量。废水中悬浮物的含量计算由式(1)表示为
悬浮物含量(mg/L)=(过滤烘干后滤纸的质量-浸湿烘干后滤纸的质量)/水的体积(1)
硫酸根的检测采用硫酸盐分光光度法,收集通过0.45μm膜的废水,以硫酸钠作为硫酸根测定基准物。
1)选用、合理、可靠的处理工艺,在确保处理排放达标的前提下,做到操作简单、管理方便、占地小、投资省、运行费用低;
2)本工程系环境工程,尤其要注意环境保护,避免和减少二次污染。要求改善劳动卫生条件,贯彻安全生产和清洁文明生产的方针;
3)为了提高污水处理站管理水平,设计采用PLC全自动程序控制,减轻操作人员的劳动强度;
4)合理选用优质配件,降低能耗,提高工作效益和使用寿命,降低系统运行成本;
5)在工艺设计时,有较大的灵活性,可调性,以适应水量、水质的周期变化。采用一套1000m/d的生活污水处理设备,以提高系统的灵活性、可变性、适应性和性:
6)采用污泥前置回流硝解工艺,以降低污泥产生量;
7)因地制宜,合理布局,有效地利用空间和场地。
溧阳一体化污水处理设备--隐藏功能
二、设计范围
1)根据进出水水量和水质的情况,污水处理工艺思路
2)采用成熟可靠的A/O生物接触氧化法为处理工艺,同时辅以格栅拦截、沉淀池澄清、消毒剂消毒等物化处理手段;
3)首先通过格栅拦截,对污水进行预处理,目的是初步降低无机颗粒物质的含量,提高污水的同一性和可生化性;
4)接着由提升泵定量提升至调节池进行水质水量的调节,经调节后的污水通过缺氧好氧A/O生物接触氧化法,利用生物膜的作用使有机污染物首先转化为氨氮,同时通过好氧硝化和缺氧反硝化过程既去除有机物又去除了氨氮。
5)生化池配以新型的高密型弹性立体填料,该填料具有负荷高、施工简易、体积小、运行稳定可靠、管理方便、维修更换方便等优点;生化池的出水进入沉淀池进行固液分离,沉淀池具有固液分离效果好、投资省、对冲击负荷和温度变化适应能力强、施工简易等特点;沉淀池出水进入消毒池,进行消毒处理,经消毒处理后能确保污水经处理后各项指标全面达标。
2.1 技术流程分析
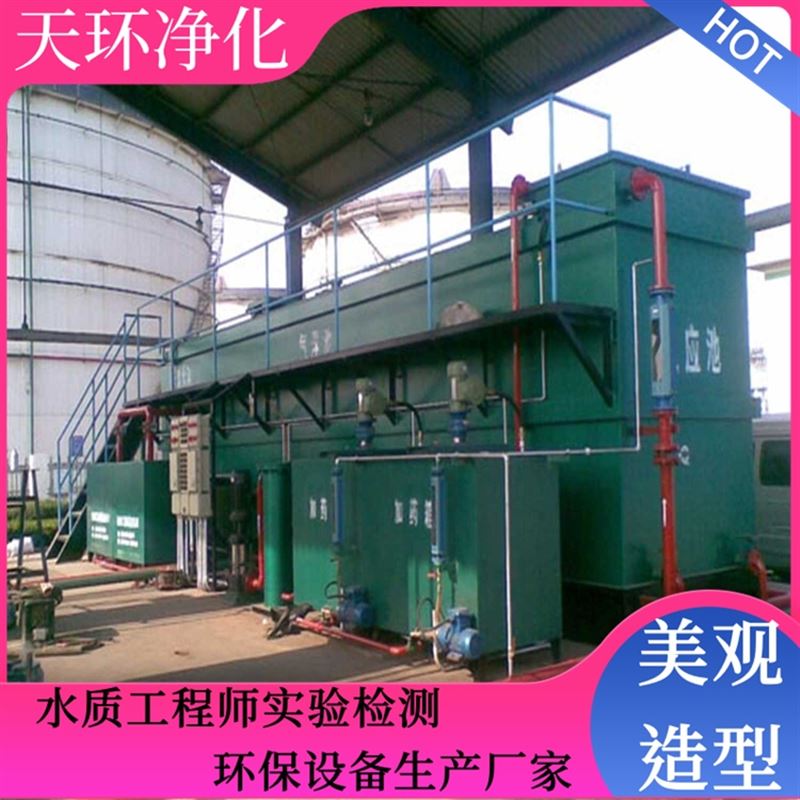
结合该企业污水特点与废水处理经济成本等因素,对生活与生产废水先单独进行处理,接着再进行合流处理。在废水处理初期,需要结合实际需求利用清水以1∶1比例对高浓度生产废水进行科学的稀释,使其有机物浓度得到有效控制。在废水稀释后进行电絮凝处理,在其氧化分解的作用下,可实现对废水中的乳化油进行破乳,同时在沉淀作用下还可将废水中的金属离子进行清除。电絮凝出水在重力作用下进入中间水池,与生活废水进行合流,这是整体的B/C会得到全面提升。中间水池中的污水在提升泵的作用下进入到水解酸化池中,水解酸化池中具有较为丰富的弹性填料,并利用立体悬挂模式进行科学安装,其目的是对废水中存在的大分子长链进行分解,使得B/C得到更好的提升,使得有机物处理负荷得到控制与降低,为生化的顺利实施创造良好条件。这是水解出水同样在重力的作用下进入到好氧池中,好氧池主要对生物接触氧化技术进行使用,这可较好的对占地面积进行控制,在这程中主要对废水中的化学需氧量、氨氮含量以及生化需氧量进行清除与控制。好氧出水在重力作用下,在沉淀池进行沉淀分离。这一废水处理系统为了更好的提高自身废水处理质量,利用混凝沉淀系统对其后续流程进行了全面保护,也就是在原水浓度员大于电絮凝处理标准时,可确保最终出水满足我国污水处理标准。
系统出水最终汇集到清水池中,清水池中安装了清水提升泵,将清水作为之后调节池稀释水进行使用。系统在废水处理期间形成的污泥则全部进入污泥池中,在通过压滤机设备实现泥水的分离,但在废水处理期间具有数量较大的重金属物质,因此分离后的泥饼需要进行收集并移交到相应危废处理站进行集中处理。
2.2 处理技术分析
通常情况下,将该废水处理混凝沉淀系统与生化系统之间的位置进行调换,会使得废水处理效果出现较大的差异。
如果工作人员将电絮凝出水放置在混凝沉淀系统前,可使得废水在进入到好氧池前,乳化油以及重金属物质等得到较为良好的发生反应,使得好氧段冲击负荷得到有效控制,同时在废水处理初期水量较少,还可降低药剂的使用量,进而使得废水处理成本得到控制。但在混凝段需要添加PAM,若对其投放缺乏合理性,会导致一些PAM残留在废水中,在其进入到好氧池时,会导致好氧微生物死亡,使得生化系统处理效果降低。
如果将好氧池出水放置在混凝沉淀池前,会使一些没有处理的乳化油与重金属物质进入到好氧池中,但因为其污染物浓度相对较低,不会对好氧池造成严重影响,同时在生活废水与生产废水合流后水量相对较大,需要对大量的混凝药剂进行使用。
因此企业需要结合实际需求进行综合分析,并明确好氧池与混凝沉淀系统的放置位置。
2.3 工艺特征
这种废水处理工艺的主要优势是对电絮凝进行使用,其中电絮凝利用铁极板为电极,使得其具有相应的优势:一,在铁极板通电后会出现水解、聚合等反应并形成多核羟基络物质氢氧化物,在对表面附油的固体颗粒进行网捕形成絮凝作用的同时,还有着较强的吸附活性,可较好地对废水中的有机污染物与各种交替物质进行良好的吸附,这种反应流程的原理与化学絮凝法清除污染物原理具有较强的相似性;二,在电絮凝期间形成的铁离子较好地降低油滴与乳化物之间存在的静电,提高油滴与乳化物的分离效果与质量,并促进电厂破乳的形成;三,在电两极形成的氢气与氧气还具有相应的气浮功能,提高油滴之间的聚合速度促进其快速上浮。同时,在电絮凝处理期间还会出现氧化还原现象,使得污染物在电极上出现氧化或还原现象,更好地提高废水处理质量。通过上述分析可以发现,在电化学絮凝处理期间,通常具有较为丰富的反应种类,使得废水处理质量的提升得到良好的保障。
相关研究表明,在利用铁电极作为电絮凝极板时,对于铜与锌含量较为丰富的废水处理效果相对较强,其中铁电极与石墨电极、金刚板电极等进行比较,其成本也相对较小。电絮凝设备在进行期间需要使用的成本仅属于设备的电耗成本与铁极板更换成本,不需要对各种化学药剂进行使用。另一方面,电絮凝设备的操作简单,占地面积也相对较小,处理可溶性有机物效率也相对较高。自动化程度也相对较强,并在一定程度上有效降低了工作强度与废水处理成本。

 我的位置:
我的位置:


 在线咨询
在线咨询 返回顶部
返回顶部