
公司产品系列
Product range咨询热线:
014-77558505Articles
 2024-04-12 2024-02-22 2024-01-17
2024-04-12 2024-02-22 2024-01-17 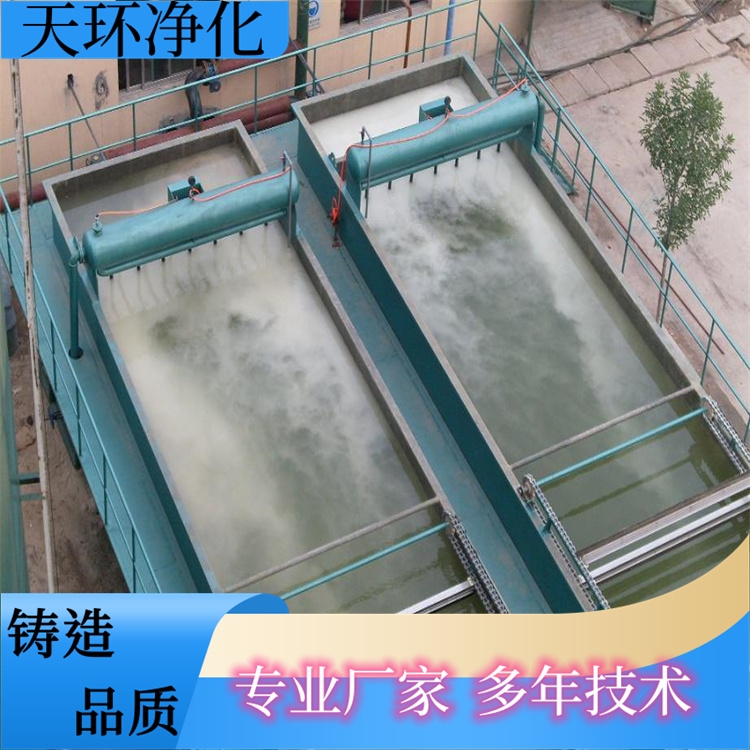



 产品型号:
产品型号: 更新时间:2024-03-28
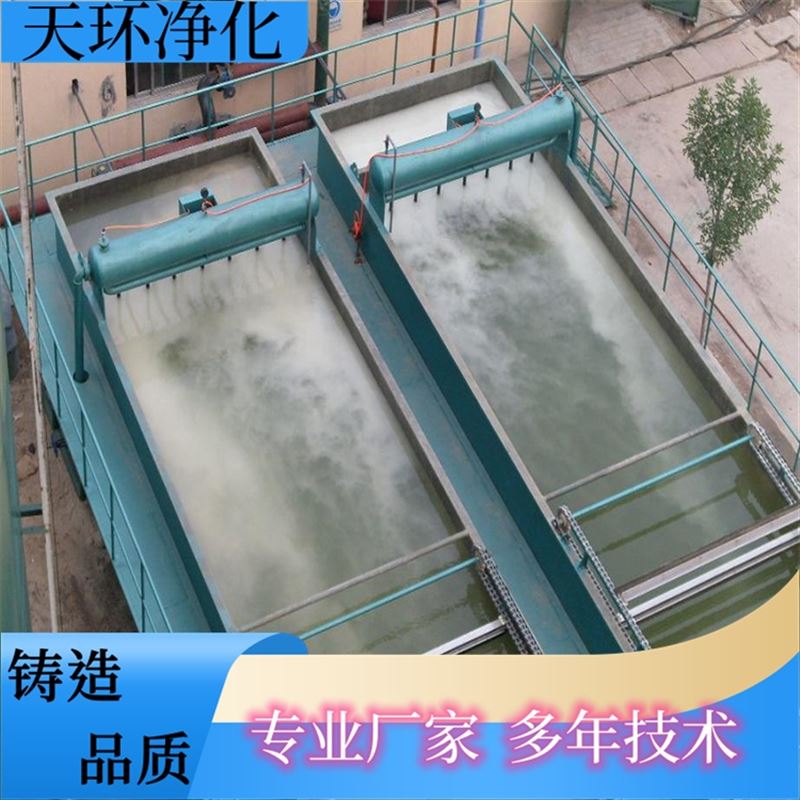
更新时间:2024-03-28简要描述:启东污水处理设备标准工程师调试调味品废水来源于调味品生产场地中原料和半成品的生产过程、设备的清洗过程和燃料废气的处理过程等,这其中会混杂有大量麸皮、豆屑碎渣、糖分、酱色、面粉、洗涤剂、煤渣和石灰等等。根据过往对某调味品企业的废水处理系统调查发现其设计处理废水量中就显示:该企业每天产生约1500m3废水,其中含有COD约6000mg/L,还有大量的悬浮物。
启东污水处理设备标准工程师调试
调味品生产过程会产生高浓度有机废水,这一废水的水质复杂,环境负荷偏高,如果直接排放必然会超出容纳水体的环境容量,对自然水体水源水质造成严重污染影响。所以当前的调味品企业必须考虑采用新工艺,并合理提出对新处理工艺的评价方法,保证对调味品废水的资源化应用。
一、调味品废水的来源与危害
调味品废水来源于调味品生产场地中原料和半成品的生产过程、设备的清洗过程和燃料废气的处理过程等,这其中会混杂有大量麸皮、豆屑碎渣、糖分、酱色、面粉、洗涤剂、煤渣和石灰等等。根据过往对某调味品企业的废水处理系统调查发现其设计处理废水量中就显示:该企业每天产生约1500m3废水,其中含有COD约6000mg/L,还有大量的悬浮物。另外,调味品中所添加的保鲜剂、着色剂等等添加成分也会体现在废水中。总体来看,调味品废水的化学成分相当复杂,对水体生物的毒害性非常大,如果不能正确处理将造成严重的水体污染。调味品废水的危害体现在两个方面:首先是,如果调味品企业随意排放超标废水,其对自然水体的危害不言而喻;再一方面,它会影响到农业领域,该类废水如果进入灌溉水源区域,必然会造成农作物中大量毒性物质富集,不但影响农作物生长收成,还会渗透到地下直接污染地下水源。两种情况的最终危害对象都是人,它所造成的人体直接或间接性伤害很多是不可逆的。
二、对调味品废水的处理工艺评价
目前比较常见的调味品废水处理工艺就包括了物理处理法、化学处理法、物化处理法和生物处理法等,像上文所提到的水解酸化——生物接触氧化处理工艺则偏向于跨学科综合处理技术应用。不过这种处理工艺在应用方面存在问题,通过调节池与水解酸化池、接触氧化池等设备实施该工艺流程,进水有机物、悬浮物、色度以及氨氮可能会超出它的处理范围,常常出现处理系统调试时间偏长的问题,无法达到稳定运行处理废水的技术指标要求,而且水量水质常常大幅度波动,经常性的进水中断问题导致其无法实现进水量突破。
考虑到调味品废水所含有的污染物种类及数量相当多样,且它的废水参数存在差异,所以在实际的处理工艺评价过程中需要重视评价技术应用的基本特征与局限性问题。所以简单来讲,对于调味品废水的处理工艺评价还应该趋向于低运行成本、优良操作性与占地面积去除率低等等方面的有效调节,最终目的还是为了解决传统中废水处理工艺单一的问题。举个例子,对物理法中稀释法的评价就偏向于对处理废水浓度偏高的这一说法,如果采用普通调节池与混凝处理可能无法达到生化处理标准。稀释废水方法本身需要更精良的后续处理设备,所以在废水处理过程中容易造成经济成本增加负担,这体现出了稀释法的局限性。但实际上这一评价方法可能不适用于对其它方法的评价,为了保证对调味品废水处理工艺评价的多向性,还应该以对比分析给出评价过程,如表1。
(1)进水混合池:尺寸为8m×4m×5.5m,有效容积为140m3。
(2)A池:尺寸为8m×8m×5.5m,有效容积为320m3。池内安装框式搅拌机1台(转速为4.8r/min,功率为3.0kW)。
(3)O池:尺寸为32m×24m×5.5m,分四廊道,廊道长分别为16、20、24m和24m,廊道宽均为8m,有效水深为5.0m,有效容积为3185m3。硝化液回流比为4.0。配套离心风机2台,流量为50m3/min,压力为49kPa,功率为75kW。
(4)二沉池:Φ10×5.5m,表面负荷为0.80m3/(m2•h),污泥回流比为1。中心进水周边出水,池内安装刮泥机1台(功率为0.55kW)。以上尺寸均为池壁尺寸中分。
(5)带式污泥脱水机:1台,宽为1500mm,功率为4.0kW。
1.2.4 硝化液回流与二沉池污泥回流方式
O池末端硝化液与二沉池污泥均采用气提回流至进水混合池,设计回流量分别为250m3/h与65m3/h。
1.3 基建费用
该项目基建费用为187万,其中土建工程为105万,安装工程为82万。
2、工程运行情况
2.1 系统运行结果
工程自2013年5月投入运行以来,运行良好,出水水质稳定。图3为其中100d运行的进出水监测数据,废水流量为1270±335m3/d,原水CODCr为1724±897mg/L,TKN为93.5±41.5mg/L,pH值为8.5±2.4。
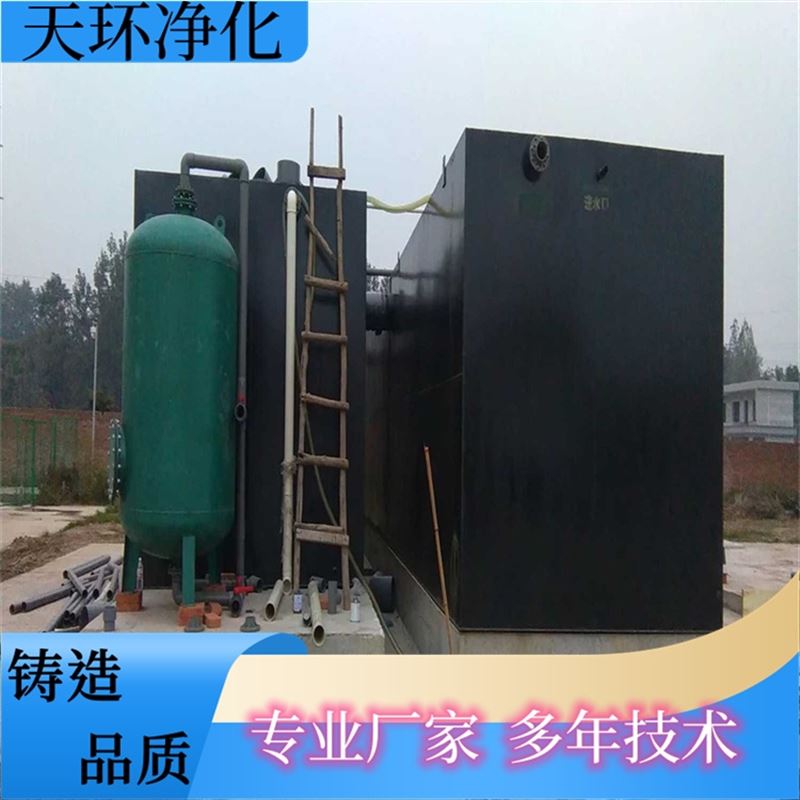
AC-A2O(AdvanceAnoxic-Anaerobic-Oxic)工艺,采用多点进水、倒置A2O的反应器,并且把曝气池与二沉池组合在单池内,污水完成有机物的降解及硝化与反硝化生物脱氮后进入斜管沉淀池,泥水进行快速澄清分离,上清液经过过滤和消毒后排放,指标优于A。沉淀污泥和混合液一起气提至前端缺氧和厌氧段。
为了达到更严格的标准,根据进水水质的不同,一体化设备可以在生化段投加悬浮填料,增加硝化和反硝化效果,并配置电解除磷和吸附除磷两种系统。
AC-A2O反应器采用多点进水,点对点布水,管道均匀分布在池底,采用斜管进行泥水分离,池内污泥浓度高达5000~8000mg/L,处理效率大大提高。整个反应器PLC控制,根据在线Do控制仪调节鼓风机。
二、AC-A2O工艺技术特征:
1、效率高的进水调节和布水方式,可以实现多种运行模式的运营,单一模式也可以多种状况运行,提高了工艺的适应能力,可以用于工业废水、生活污水和河道净化处理。
2、采用斜管沉淀和空气回流,减少了设备投资,降低了运行费用,提高了运行效果。
3、整个工艺一体化设计,占地小,方便运输,使用寿命长。
臭氧属于一种不稳定活泼气体,在常温状态下其会有一个特殊的臭味,并且气体呈现出淡蓝色。臭氧在水中的氧化还原电位为2.07V,目前是仅次于氟的强氧化剂。臭氧应用于废水处理中主要是利用了该特征。
就目前的情况来看,臭氧在水溶液中的分解速度要快于气相中的分解速度。臭氧在水中分解主要是受到了温度以及pH值影响,随着温度的不断升高,分解的速度也在逐渐的加快。当温度达到了100℃以上时,分解就会非常的剧烈。当温度达到了270℃以上时就会直接转化为氧气。pH值和分解速度也是成正比的关系。在常温状态下空气中的分解半衰期的时间为15到30分钟。
启东污水处理设备标准工程师调试
2、臭氧氧化机理
臭氧是一种强氧化剂,氧化能力要大大高于氯和二氧化氯。随着社会的不断发展,对于水资源的要求也是越来越高,在一些发达国家已经开始使用臭氧等一些氧化技术进行污水处理,从而能够更好地确保水的质量。
目前臭氧化过程主要包括两个方面:一直接进行臭氧反应。二间接进行催化反应。
在直接进行臭氧氧化反应的过程中主要采用两种方式,即偶极加成反应以及亲电取代反应。对于偶极加成反应主要是因为臭氧的具有偶极结构,因此在发生反应的过程中会和含不饱和键的有机物进行加成反应,从而达到要求。对于亲电取代反应主要是因为带有吸电子基团的芳香族类化合物,包括-COOH、-NO2、-Cl等基团,他们和臭氧很难进行反应,因此在发生该类反应的时候会具有一定的选择性。通常情况下,臭氧直接氧化有机物最好是在酸性的条件下发生,其虽然反应非常慢,但是具有很好的选择功能,氧化产物也为有机酸类,再次发生氧化比较困难,同时每一个有机物的反应速度也相差很大。
虽然臭氧的氧化性非常强,但是因为具有很高的选择性,因此在发生反应的过程中很难进行污水的去除。随着科学技术的不断发展,对于这方面的研究也是越来越多,在进行臭氧水处理方面也不断地进行完善,目前会使用均相催化和非均相催化臭氧来达到有机物降解的目的。
间接催化反应主要是臭氧能够直接或者是通过触发反应、增殖反应以及终结反应产生的自由基氧化许多种化合物,对于每一种反应都会有不同的自由基产生。自由基和水中有机物反应的速度非常快,同时不需要进行选择,在其中非常关键部分是羟基自由基。羟基自由基是较为常见的一种氧化剂,其氧化电极电位只小于氯,其优点是能够快速的和有机物发生反应,并且不需要进行选择,容易和气不同位置的有机物进行反应,产生易氧化的中间产物。对于这些自由基因为速度反应速度非常快,目前反应的速率已经达到了106~109L/mol•s,因此每一种有机物的催化臭氧反应速度都差不多,因此也就造成了自由基型反应选择性低。
3、臭氧催化氧化技术处理废水的影响因素
3.1 PH值的影响
水溶液中臭氧分解非常重要的一个影响因素是PH值,在发生O3和H2O2/O3反应体系中,需要合理的控制PH值,因为如果pH值太低会直接影响到臭氧氧化反应,使得反应具有一定的选择性,不能有效的将有机物的去除,随着PH值的不断增加,溶液中的OH-不断增加,其也会进一步加强氧化能力的反应,不断提高整体的反应效率。但是因为PH值过高,会使得其中存在OH捕获剂,消耗其中的羟基自由基,从而对整个过程的有机污染物的氧化产生很大影响。
在非均相催化臭氧化体系中,溶液的pH值会直接对其中的一些催化剂的性质产生影响,从而使得OH产生途径发生变化,如下:
当羟基基团受到中性或者负电荷的影响,会直接成为臭氧降解产生OH的活性位点,当PH值接近催化剂的等点时,会充分的发挥出催化氧化体系的具有的优点。但是这个时候需要充分的控制PH值,如果其太高会直接使得促使其中的发生臭氧分解,使得整体催化剂表面羟基基团的密度受到影响,会使得整体的催化效率大大降低。
3.2 臭氧投加量、投加方式、反应器的影响
在发生反应的时候臭氧用量不断增加,会使得气液界面产生很大影响,使得整体过程中的气膜阻力受到影响,增加臭氧浓度。臭氧浓度太高会使得气液传质速率大大降低,降低了整体的臭氧利用率,增加了应用成本。
在整个反应过程中臭氧的投加方式也是非常重要的部分,其直接影响着整个反应过程,肖春景等使用Ni-Cu-Mn-K/AC催化臭氧化深度处理炼化废水,得到了在进行臭氧的投加的时候选择使用分段投加的方法最好,该方法在投加的过程中需要有效的控制比例,即6:3:1,这个时候COD的去除率也能够得到提高。
通过处理微气泡臭氧催化氧化,能够进一步提高废水的COD去除率,能够充分的利用臭氧利用率。一般情况下使用该种方法进行预处理的时候会有效的和别的方法进行结合,例如曝气生物滤池(BAF),从而能够进一步提高废水有机物的去除效率,同时也能够确保后期工作的有序开展。
3.3 温度的影响
通过阿仑尼乌斯公式(式3),能够进一步提高整体温度,同时也能够进一步提高反应速率,确保臭氧催化氧化反应能够有效的开展。在这个过程中温度的不断升高,臭氧的溶解度也在不断降低,从而会进一步降低气液传质推动力,降低速率。可以知道温度的升高和反应速率与气液传质速率存在反比。在实际应用中需要有效的进行废水温度的调节,其会进一步增加消耗率,因此对于每一种催化反应体系,其都需要结合实际情况进

 我的位置:
我的位置:


 在线咨询
在线咨询 返回顶部
返回顶部