
公司产品系列
Product range咨询热线:
014-77558505Articles
 2024-04-12 2024-02-22 2024-01-17
2024-04-12 2024-02-22 2024-01-17 



 产品型号:
产品型号: 更新时间:2024-04-29
更新时间:2024-04-29简要描述:扬州一体化电镀废水处理设备品质为本前驱过程主要包括抛光、磨光、滚光和喷砂等,而化学过程主要包括腐蚀、除油和除锈等;电化学过程则包括电化学腐蚀和除油。电镀废水的预处理是非常重要的,废水中通常含有有机化合物、盐分和游离酸等物质,成分变化较大,会随着工厂的管理水平、镀种和预处理工艺等因素而变化。
除油过程中,所用的碱性化合物主
扬州一体化电镀废水处理设备品质为本
镀层后的处理通常包括其它特殊表面的处理,清洗后的钝化和不良的镀层退镀等。处理过程中易产生大量重金属废水,主要含铌、铜等重金属,含碳酸钠、硫酸、磷酸等酸碱物质,还有醋酸、甘油等有机物。
三、是电镀废水处理。
在退镀、电镀和钝化等电镀作业中,常用槽液长期累积使用,极易产生大量的金属离子,或因添加剂而使钝化层质量下降。因此多数工程为控制槽液杂质,将废弃部分槽液,也有一些工厂将全部废弃,这种废液中含有较多重金属离子,增加了废水处理的难度。
四、是预处理废水。
前驱过程主要包括抛光、磨光、滚光和喷砂等,而化学过程主要包括腐蚀、除油和除锈等;电化学过程则包括电化学腐蚀和除油。电镀废水的预处理是非常重要的,废水中通常含有有机化合物、盐分和游离酸等物质,成分变化较大,会随着工厂的管理水平、镀种和预处理工艺等因素而变化。
除油过程中,所用的碱性化合物主要是磷酸钠、氢氧化钠和碳酸钠等,对某些设备有较大的误判,需先用四氯化碳和三氯乙烯处理,再用碱性物质去除。
一、案例概述
某电镀厂在日常生产过程中产生了大量污水,由于未能及时有效处理,导致废水中的重金属离子、有机物等有害物质含量严重超标。为了解决这些问题,工程师对该电镀厂提出一系列有效的污水处理措施。
二、现场问题
1、污水成分复杂:电镀厂污水成分复杂,含有多种重金属离子、有机物、氨氮等有害物质,处理难度较大。
2、处理设备老化:该电镀厂原有的污水处理设备老化,处理效率低下,无法满足现有的污水处理需求。
3、处理效果不稳定:由于操作人员技能水平有限,化学药剂添加不当,导致处理效果时好时坏,不能稳定达标。
4、能耗高、成本高:该电镀厂采用的污水处理工艺复杂,能耗高,导致污水处理成本较高。
三、现场数据
进水水质:CODcr:1000mg/L;BOD5:300mg/L;SS:200mg/L;重金属离子浓度超标。
出水水质:CODcr≤100mg/L;BOD5≤20mg/L;SS≤50mg/L;重金属离子浓度达到排放标准。
处理水量:每天500吨。
能耗:原工艺能耗较高,每吨水处理成本约3元。
四、解决方法
1、优化预处理:对污水进行预处理,采用化学法去除重金属离子和有机物,同时增加过滤装置,去除悬浮物和大颗粒物质。
2、升级设备:更换新型污水处理设备,提高设备处理效率。
3、强化生物处理:采用生物膜反应器等更高的生物处理方法,增加微生物降解有机物和氨氮的能力。
4、优化工艺流程:简化污水处理工艺流程,降低能耗和成本。
5、加强培训:对操作人员进行专项技能培训,提高操作水平和责任心。
五、处理后结果
1、进水水质:处理后污水中的各类有害物质得到了有效去除,重金属离子、有机物、氨氮等含量均大幅下降。
2、出水水质:处理后的废水达到了排放标准。
3、能耗与成本:通过优化工艺流程和升级设备,每吨水处理成本降低至1元,减少了能源消耗和运营成本。
4、现场管理:操作人员经过专项培训后,技能水平得到提高,责任心增强,确保了污水处理设备的稳定运行和达标排放。
通过采取一系列有效的解决方法,该电镀厂的污水处理问题得到了有效解决。不仅提高了污水处理的效率和稳定性,还降低了处理成本和能源消耗。
含酚高浓度有机废水主要来自煤化工、炼油炼焦、纺织、炼钢、化工中间体生产、污泥或垃圾焚烧、垃圾渗滤液等过程。废水的成分极其复杂,其中酚类、多环芳香族化合物及氨氮、轻质油等物质大部分进入水中,形成了有机污染物浓度高、难降解的工业废水。含酚高浓度有机废水中的酚类物质及其衍生物具有较高的生物毒性,不仅对人体和水环境具有毒害作用,还对水处理生化过程中的微生物产生抑制和毒害作用。除此之外,该废水中含有大量的细小颗粒,对后续水处理单元造成一定的影响,容易堵塞装置,因此,需要进行预处理以降低其对后续单元的影响。
目前,含酚高浓度有机废水常用的预处理有除油、脱酚、去除SS(初沉池、混凝沉淀等)和有毒有害或难降解有机物等。针对废水中悬浮物及细小颗粒的去除,一般采用絮凝沉淀法,投加合适絮凝剂使固液分离,去除废水中悬浮胶体颗粒。絮凝沉淀法具有操作简便、处理效果好、成本较低等优势,用于煤制气废水的预处理阶段,可降低后续生化处理的有机负荷,已成功应用于煤气化、煤液化等废水的预处理过程中。连国奇等采用聚合氯化铝(PAC)和聚丙烯酰胺(PAM)复合絮凝剂对含酚高浓度有机废水进行处理,絮凝处理后,化学耗氧量(COD)去除率高达80.92%。
针对含酚高浓度有机废水的特点,笔者采用无机混凝剂和有机絮凝剂联合絮凝作为预处理方法,通过混凝沉淀法降低废水中有机物的浓度和除酚。对絮凝剂及复配组合进行筛选,并考察聚合氯化铝铁(PAFC)投加量、有机絮凝剂投加量、水力条件、pH对混凝试验的影响,采用正交试验进行优化,判断显著性影响因素,从而选定一种有效的处理方案,为含酚高浓度有机废水预处理提供一定的借鉴。
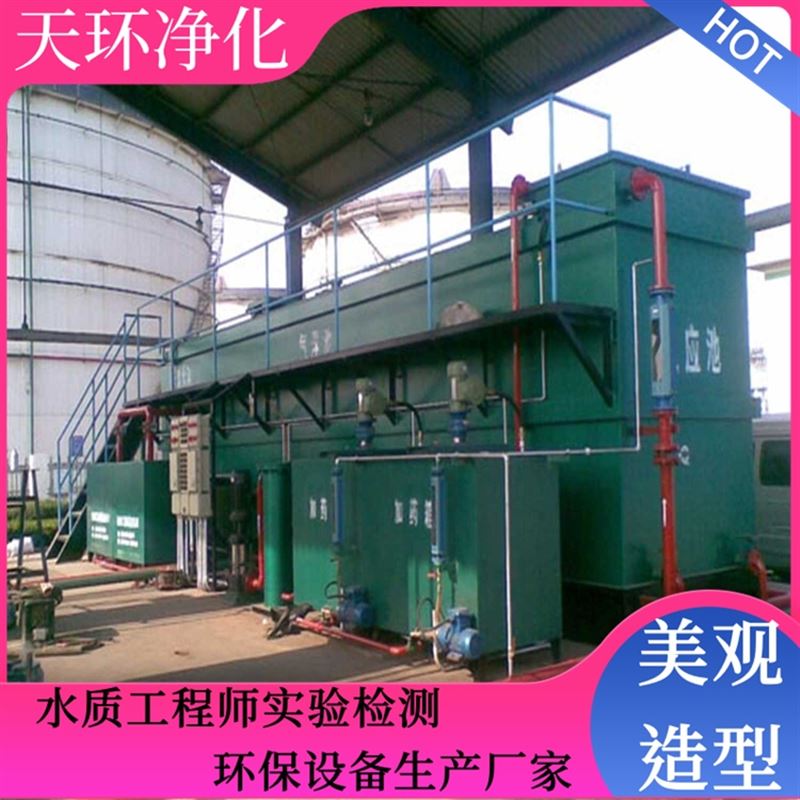
扬州一体化电镀废水处理设备品质为本
1.2 仪器及试剂
FE20型pH计;HJ-6多头磁力加热搅拌器;STAEHD-106BCODCr智能回流消解仪;Aurora1030WTOC分析仪;Aurora1030WTOC分析仪。硫酸(AR)、氢氧化钠(AR)、30%过氧化氢(AR)、七水合(AR)、重铬酸钾(AR)、磷酸(AR)。
1.3 分析方法
COD:测定根据《GB11914-2017水质水质化学需氧量的测定-重铬酸钾法》。
TOC:利用磷酸处理待测样品,去除水样中的无机碳,然后利用过硫酸钠将废水中的有机物氧化成二氧化碳,最后由数据处理把二氧化碳气体含量转换成水中有机物的浓度。
pH:测定根据《GB6920-86水质pH的测定-玻璃电极法》,pH值由测量电池的电动势而得。
BOD5:测定根据《HJ505-2009水质五日生化需氧量的测定-稀释与接种法》。
1.4 实验方法
pH:将100mL废水的pH调至2.0,2.5,3.0,3.5,4.0,4.5,加入1.2g七水合和1mL30%双氧水,反应2h后,加入30%氢氧化钠将废水pH调至8~9,静置2h后,取其上清液测COD,上清液过0.45μm滤膜后测TOC。
双氧水投加量:将100mL废水的pH调至4.0,加入1.2g七水合,控制双氧水投加量为0.2,0.4,0.6,0.8,1.0,1.2mL,反应2h后,加入30%氢氧化钠将废水pH调至8~9,静置2h后,取其上清液测COD,上清液过0.45μm滤膜后测TOC。
七水合投加量:将100mL废水的pH调至4.0,双氧水投加量为0.6mL,控制七水合投加量为0.4g、0.6g、0.8g、1.0g、1.2g,反应2h后,加入30%氢氧化钠将废水pH调至8~9,静置2h后,取其上清液测COD,上清液过0.45μm滤膜后测TOC。
反应时间:将100mL废水的pH调至4.0,加入0.6g的七水合,加入0.6mL双氧水,反应时间分别为30,45,60,75,90,120min,加入30%氢氧化钠将废水pH调至8~9,静置2h后,取其上清液测COD,上清液过0.45μm滤膜后测TOC。

 我的位置:
我的位置:


 在线咨询
在线咨询 返回顶部
返回顶部