
公司产品系列
Product range咨询热线:
014-77558505Articles
 2024-04-12 2024-02-22 2024-01-17
2024-04-12 2024-02-22 2024-01-17 



 产品型号:
产品型号: 更新时间:2024-03-27
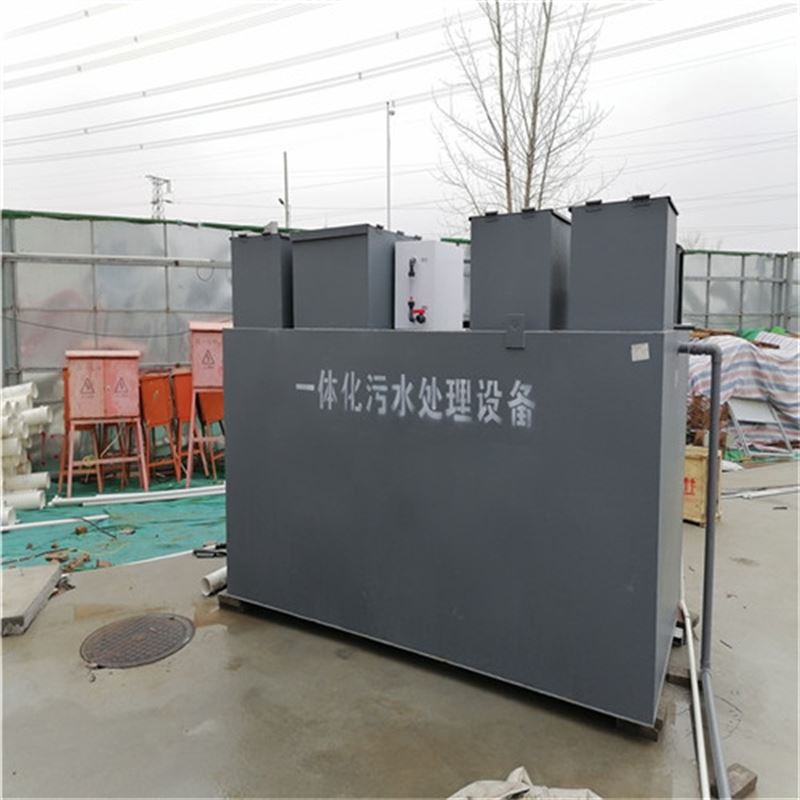
更新时间:2024-03-27简要描述:常州一体化含氨污水处理设施诚意合作物化预处理主要技术是隔油和气浮等。煤化工废水含有大量的油质,会对后续的生化处理效果造成影响。采用隔油池将废水中的油类物质和胶质进行有效去除;为实现废水中油类物质的废旧回收再利用,采用气浮法对煤化工废水中的油类物质进行有效回收;同时,气浮法还具有爆气作用,将废水中的悬浮物通过气泡黏附拉起悬浮到水面再进行分离。
常州一体化含氨污水处理设施诚意合作
随着人们的生活水平提高,许多城镇都建了很多新的垃圾填埋场。同时也带来了关于垃圾渗滤液的处理难题,因为其不同于一般城市污水的特点,垃圾渗滤液B0D5和COD浓度高、金属含量较高、水质水量变化大、氨氮的含量较高,微生物营养元素比例失调等。
在渗滤液的处理方法中,将渗滤液与城市污水合并处理是的方法。但是填埋场通常远离城镇,因此垃圾渗滤液与城市污水合并处理有一定的具体困难,往往不得不单独处理。
一、生物处理+膜处理工艺
1)工艺流程:预处理-微生物处理-膜吸附过滤。
2)典型工艺:中温厌氧系统+MBR+RO。
3)工艺内容:渗滤液通过调节池流入到中温厌氧池,经大分子有机污染物降解后进入缺氧段MBR反映器中,与回流水混合进入好氧段MBR进行曝气,去除渗滤液中的TN,好氧池出水进入MBR分离器,将分离的污泥浓液回流至MBR缺氧段,MBR出水进入反渗透系统,渗滤液经反渗透处理后实现达标排放。
二、全膜吸附过滤处理工艺
煤化工是将煤炭通过相应的化学加工后,将煤炭转化为各种固体、液体燃料和化工产品的过程。由于煤炭中有机质的化学结构是以芳香族为主,在加工过程中煤化工废水中氨、酚、硫化物等有毒、有害物质,未经处理排放会对生态环境造成破坏。
1、煤化工废水的主要来源
煤化工生产工艺流程是将煤炭通过焦化、煤气化、煤液化、焦油化工、电石乙炔化工、化工产品回收利用等化学生产过程,将煤转化为气态、液态、固态产品以及多种化工产品。在生产工艺过程中产生的废水主要有焦化废水、气化废水和液化废水。
焦化废水是指煤炭通过高温干馏炼焦后所形成的氨水,以及煤气在净化工艺流程中循环冷却水也会产生含有氨酚、氰污染物的工业废水,煤化工产品在提炼过程中也会产生工业废水。
气化废水是煤炭在反应炉中发生一系列的化学反应气化分解所生成的可燃气体,所蒸发出来的气体通过喷淋冷后产生的冷凝水和洗涤废水,废水含有大量的氨酚和NH3等污染物。
液化废水是煤炭通过液化工艺加工所产生的工业废水,液化过程又分为直接与间接液化。直接液化是将煤炭在高温高压环境内通过加氢,使煤炭由高分子分解为小分子有机物液态烃的过程,所产生的工业废水中富含NH3和Al2S3;间接液化是将煤气化合成的产物通过添加催化剂,在通过一系列的化学反应生产出合成油品的过程,会产生富含大量乙酸、醇和酮的有机污染物工业废水。
2、煤化工废水的水质特点
在煤化工产品的深加工过程中,在脱硫、除氨等工艺流程和精苯、C10H8与C5H5n的提取过程中都会产生大量的煤化工废水。废水中含有毒性的氨酚类、CnH2n、SCN2、咔唑、C6H6和油等难降解的有机污染物;还含有NH3、硫化物等无机污染物。大量浓度较高的NH3进入受纳水体后,还易导致水体的富营养,破坏地下水源。
同时,煤化工废水中还会夹杂有大量的杂环类、芳烃类有机化合物,很难生物降解,超出废水中微生物的可耐受程度,毒害微生物不利于其存活,导致废水的可生化性差。处理后的煤化工外排水CODcr未达到一级标准,还会造成对生态环境的严重破坏。
3、煤化工废水处理技术的应用分析
当前,传统的煤化工废水的处理工艺流程是“物化预处理—A/O生化处理—深度处理—高盐水处理"以达到接近于“的技术路线。由于高盐水处理过程中所产生的结晶盐中含有烃类、杂环类物质、酯类和多环芳烃等有机污染机物。还需因地制宜结合煤质与废水特征进行针对性的深度处理。
3.1 物化预处理
物化预处理主要技术是隔油和气浮等。煤化工废水含有大量的油质,会对后续的生化处理效果造成影响。采用隔油池将废水中的油类物质和胶质进行有效去除;为实现废水中油类物质的废旧回收再利用,采用气浮法对煤化工废水中的油类物质进行有效回收;同时,气浮法还具有爆气作用,将废水中的悬浮物通过气泡黏附拉起悬浮到水面再进行分离。
1)工艺流程:预处理--两级反渗透膜过滤。
2)典型工艺:两级DTRO反渗透处理工艺。
常州一体化含氨污水处理设施诚意合作
3)工艺描述:垃圾填埋场渗滤液原液经由调节池进入到高压泵后,通过循环高压泵进入到一级DTRO反渗透膜过滤,出水后进入到二级DTRO反渗透系统,经两级反渗透过滤后出水达标排放,循环进入到系统进行处理。一级浓液回灌垃圾填埋区进行集中处理,二级浓液回流到总进水口,系统总产水率在60%左右。
三、低耗蒸发+离子交换处理工艺
1)工艺流程:预过滤——蒸汽压缩分离水——吸收气体氨。
2)典型工艺:MVC蒸发+DI离子交换。
3)工艺内容:填埋场垃圾渗滤液经调肖池过滤器在线反冲过滤,除去渗滤液中的SS、纤维,提高去除效率,再经MVC压缩蒸发原理,将渗滤液中的污染物与水分离,实现水质净化效果。通过特种树脂去除蒸懈水中的氨,达到水质的全面达标排放。在MVC蒸发过程中排出挥发性气体氨,利用DI系统吸收渗滤液中剩余盐酸气体。
四、三种工艺在渗滤液处理表现
1)生物处理+膜深度处理工艺:其工艺原理为生化反映和物理处理工艺,由于生化系统运行过程中受到的影响因素较多,需要各单元之间密切协调配合,该I艺自控程度较高,技术风险较低,但对“老龄化"渗滤液处理难度较大。因此,总体来看该工艺投资较低,主体设备多为国产,污染物总量能够达到很好削减效果,管理较便捷。该工艺的不足之处在于出水率较低,增加了回灌的难度;生物处理效果不稳左,生物菌种需要培养、驯化,增加了运行成本;对"老龄化"渗滤液的生化效果极差;运行不能长时间停运,需要连续运行。
2)两级DTRO反渗透处理工艺:该工艺具有操作简便,能够间歇式运行,自动程度高,易于维护管理;膜产品类型多。英不足之处在于对渗滤液原水水质较为敏感,出水率容易受到SS、电导率以及温度等因素的影响;两级反渗透处理工艺中,前级预处理缺乏,容易导致反渗透膜堵塞,更换频率高,增加处理成本;出水率低(正常状态下为55%-70%),回灌难度大,增加运行成本。
3)MVC蒸发+DI离子交换处理工艺。该工艺的优势在于受渗滤液的原始水质影响较小,出水率高,通常以可以达到90%,能够做到间歇式运行,自控程度较高、维护简单,浓液量较少。不足之处是蒸发工艺实际应用较为复杂,电耗等能耗较高,维护成本较大,设备材质要求较高,尤其是要具有较强的耐强酸、强碱腐蚀性;运行设备噪声较大;后期蒸发罐清洗频次较大,药剂成本高。

 我的位置:
我的位置:


 在线咨询
在线咨询 返回顶部
返回顶部