
公司产品系列
Product range咨询热线:
014-77558505Articles
 2024-04-12 2024-02-22 2024-01-17
2024-04-12 2024-02-22 2024-01-17 




 产品型号:
产品型号: 更新时间:2024-03-27
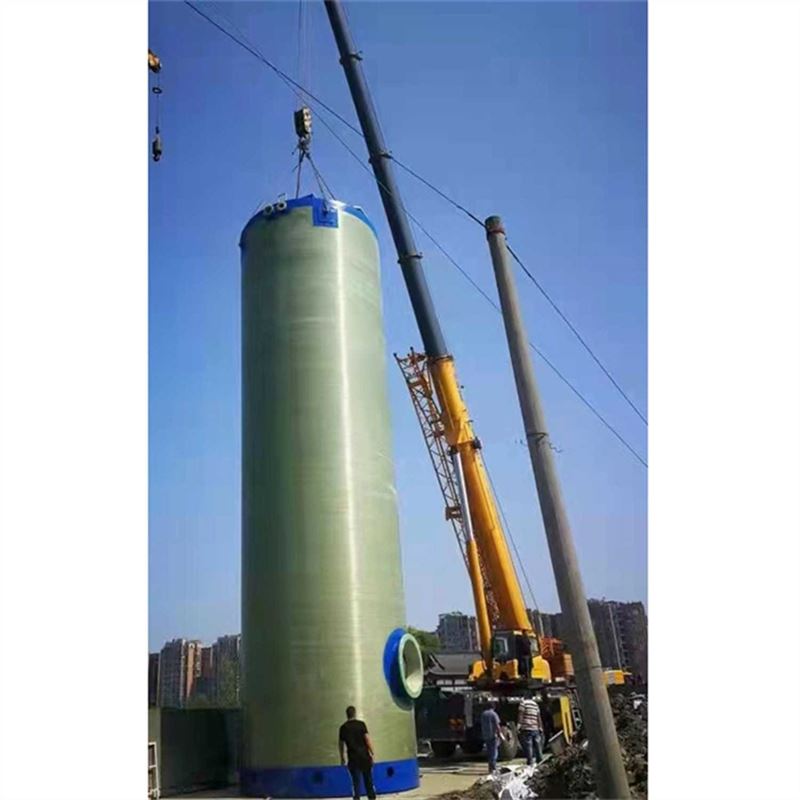
更新时间:2024-03-27简要描述:泰州一体化豆制品废水处理设施坚固耐用豆制品加工污水通过气浮机预设备处理后进入生化池,由生物接触氧化池,进行酸化水解和硝化反硝化,降低有机物浓度,去除部分氨氮,然后入流O级生物接触氧化池进行好氧生化反应,该池由池体、填料、布水装置和充氧曝气系统等部分组成;该池以生物膜法为主,兼有活性污泥法的特点;在此绝大部分有机污染物通过生物氧化、吸附得以降解
泰州一体化豆制品废水处理设施坚固耐用
根据豆制品加工污水的特点及处理出水要求,该废水处理工艺宜采用‘‘物化+生化’’的处理工艺。由于废水COD与色度较高,油脂会阻断废水与生物膜的接触,使生化去除效率下降;废水中含有的大量杂物等也不易净化,因此该废水处理前需进行预处理及物化处理,尽量降低进入生物处理阶段的悬浮物和油脂含量,确保生化处理的正常运行。
豆制品加工污水先用机械格栅予以拦截大块的漂浮物,食品厂因为生产工序的因素,它的排水周期跟其它废水排放周期不同,水量时大时小,因此必须设置一个较大的调节池来调节水质水量以保证整套设施的正常运行,减轻对后续设施带来的冲击负荷;
豆制品加工污水中含有大量有机物及悬浮物,直接进入净化将很难降解,为了减轻后续处理设施的负荷,因此需设置一座沉淀池以去除废水中的固体悬浮物,降低后续处理系统负荷;经过隔油沉淀后的污水还含有一定量小颗粒的悬浮物,为减轻后续净化处理系统的负荷,保证生化处理系统的运行,需通过气浮装置来去除废水中的这部分悬浮物;利用溶气系统向水中溶入大量的空气,形成溶气水,进入待处理水中,减压释放后在水中形成大量的微细气泡,气泡将水中的杂质、油脂相互粘附,形成比重小于水的浮体,从而快速浮出水面,经刮渣装置撇除后,完成固液两相分离,使水质得到净化。
豆制品加工污水通过气浮机预设备处理后进入生化池,由生物接触氧化池,进行酸化水解和硝化反硝化,降低有机物浓度,去除部分氨氮,然后入流O级生物接触氧化池进行好氧生化反应,该池由池体、填料、布水装置和充氧曝气系统等部分组成;该池以生物膜法为主,兼有活性污泥法的特点;在此绝大部分有机污染物通过生物氧化、吸附得以降解
混凝沉淀烧杯试验混凝沉淀烧杯试验主要考察的是药剂种类、投加量等对除油脱酚效果的影响。具体试验条件及步骤为:首先,加无机絮凝剂,快速(450r/min)搅拌1min,其次,加有机高分子絮凝剂,慢速(100r/min)搅拌5min,第三,静置30min,最后,取距液面2cm处清液,测定分析项目。
4.2 混凝沉淀法处理煤化工废水试验结果及讨论
4.2.1 无机絮凝剂影响
本试验无机絮凝剂包括聚合氯化铝、聚合氯化铁、硫酸铝和破乳剂F-01。
不同无机絮凝剂种类和投加量处理煤化工废水试验结果显示:
1)在一定投加量范围内,废水污染物去除率随投加量增加而显著增强,之后,随着无机絮凝剂投加量的继续增加,废水污染物去除率反而出现下降的趋势。此现象出现的原因可能是,絮凝剂的过量投加导致阳离子大量引入,出现抑制和阻碍作用,从而使体系脱稳,去除率下降。
2)4种无机絮凝剂中,聚合氯化铝(PAC)对煤化工废水的除油、脱酚,硫酸铝[Al2(SO4)3]最差,聚合氯化铝(PAC)的最佳投加量为200mg/L,去除率在40%左右。因此,本试验选用PAC。
4.2.2 阳离子度影响
阳离子度的高低会影响絮凝效果,进而影响废水污染物去除率。
本试验结果显示:
1)在一定阳离子度范围内,废水污染物去除率随阳离子度增加而迅速增强,之后,随着阳离子度的继续增加,废水污染物去除率在保持一定水平后出现显著下降趋势。原因可能是,阳离子大量引入会导致聚合反应不聚合产物特性黏度低,且会抑制电中和作用,进而影响煤化工废水污染物去除率。
2)阳离子度在15%~45%时,去除效果较好,且当阳离子度为15.8%时,去除效果达到最佳,可达60%左右。因此,本试验选择阳离子度为15.8%。
4.2.3 特性黏度影响
泰州一体化豆制品废水处理设施坚固耐用
特性黏度会影响絮凝剂的吸附架桥性能,进而影响絮凝性能。
试验结果显示:
1)实验初期,污染物的去除率均随特性黏度的增大而增大,到一定范围后趋于稳定。这是因为,随着特性黏度增大,架桥作用越强,越容易形成絮体,絮凝效果越好。
2)特性黏度在400mL/g~550mL/g时,絮凝剂效果较好,且为443mL/g时,去除率达到最大,为60%左右。因此,本试验选择特性黏度为450mL/g。
4.2.4 pH值影响
为了考察pH值对混凝沉淀除油脱酚的效果影响,调节pH值为2~12,并进行试验。
试验结果显示:
1)随着pH值的增加,污染物去除率表现出先增加后减小的趋势,而且低pH值对去除率的影响要大于高pH值。原因可能是,在弱碱环境中,能保持混凝剂的水解反应充分进行,混凝效果较好,而较低的溶液pH值不利于阳离子水解,进而不能有效吸附水中污染物。
2)在pH值为8左右时,去除,可达60%左右。由于试验原水pH值为7.5~8.5,出于经济性考虑,不对原水pH值进行调整。
4.3 混凝-气浮法处理煤化工废水试验结果及讨论
混凝沉淀法处理煤化工废水污染物最高去除率仍不到70%,而混凝-气浮处理煤化工废水可以进一步提高废水污染物的去除率,因此,混凝后需进行后续的气浮处理。

 我的位置:
我的位置:


 在线咨询
在线咨询 返回顶部
返回顶部